Schneiden von Rohren und Profilen Hybride 3D-Anlage für viele verschiedene Werkstücke
Das Schneiden von Rohren, Stutzen, Behältern und Klöpperböden lief bisher auf getrennten Maschinen. Müller Opladen hat eine Hybridanlage realisiert, auf der die verschiedenen Werkstücke exakt bearbeitet werden können.
Firmen zum Thema
(Bild: Müller Opladen)
Das Bessere ist des guten Feind“, sagt ein Sprichwort. In der Praxis lassen sich bewährte Technologien in der Tat stetig weiterentwickeln und zukunftsfähig machen, wie Müller Opladen in seiner hundertjährigen Firmengeschichte unter Beweis stellt. Das Unternehmen gilt als Erfinder des thermischen 3D-Rohrprofilschneidens. Schon 1953 wurde die erste Rohrbearbeitungsmaschine auf den Markt gebracht. Seit 2016 gehört der US-Spezialist Watts zur Müller-Opladen-Firmengruppe, der unter anderem eine große Expertise in Sachen Fertigungslogistik einbringt. Kunden finden sich in der internationalen Öl- & Gasindustrie, im Behälter- und Kraftanlagenbau, in der Werftenindustrie, im Stahlbau und im Anlagenbau. Bis heute wurden weit über tausend Anlagen in 72 Länder verkauft. Von der einzelnen Maschine bis zu automatisierten Fertigungsanlage inklusive des Handlings entstehen Lösungen, die effizient, zuverlässig und langlebig arbeiten.
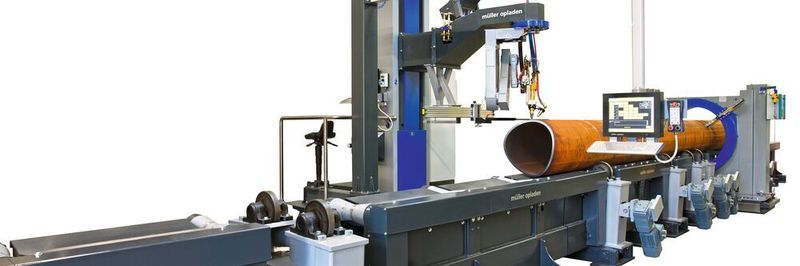
Müller Opladen kann seine 3D-Profilbrennschneid-Anlagen mit bis zu sieben Achsen ausstatten und damit gezielt auf die zu fertigenden Werkstücke anpassen. Mit einem kippbaren Spannfutter wurde jüngst auch die Bearbeitung von Rohren (Stutzen), Behältern und Klöpperböden auf einer Anlage möglich. Dazu wurde neben einem speziellen Schneidkopf, ein selbstzentrierendes, kippbares 3-Backen-Spannfutter realisiert, das die sehr unterschiedlichen Werkstücke in ein und demselben Spannsystem aufnimmt und damit im Normalfall auch Platz spart. Beim Bearbeiten von Rohren, Stutzen und Behältern steht das Spannfutter in vertikaler Position. Für das Schneiden der Klöpperböden kippt das Spannfutter hydraulisch um 90° in die Horizontale. Mit dieser Hybridanlage lassen sich Behälter und Klöpperböden von Durchmesser 200 mm bis 4.000 mm Durchmesser bearbeiten.
Bis zu sieben CNC-Achsen für eine flexible Bearbeitung
Die patentierte Hybridanlage arbeitet mit sechs CNC-gesteuerten Achsen, die während des Schneidprozesses in ihrer Bewegung und Geschwindigkeit aufeinander abgestimmt sind. Dies garantiert das exakte Positionieren des jeweiligen Werkstückes zum Schneidbrenner, um am Ende exakte Schneidergebnisse zu erzielen. Weitere innovative Komponenten der Anlage sind der roboterähnliche 3-Arm-Schneidkopf, das Laser-Abtastsystem zur Vermessung der unterschiedlichen Werkstücke und die Vorrichtungen zur Auflage und Unterstützung der Behälter und Rohre beim Schneiden. Nach dem zentrischen Einspannen des Werkstücks vermisst ein Lasermesssystem dessen Oberfläche. Hierdurch wird im Bereich der zu schneidenden Kontur die wahre Beschaffenheit des Werkstückes bestimmt. Höhenabweichungen der Oberfläche werden während des Schneidprozesses kompensiert.
Die Daten für den jeweiligen Brennschnitt werden online an der Maschine oder offline an einem externen Arbeitsplatz durch Parametereingabe über ein makrobasiertes, von Müller Opladen entwickeltes, Softwaresystem generiert. Damit sind die Maschinen Bestandteile einer aufeinander abgestimmten Prozesskette. Über CAM-Module werden Müller-Opladen-Maschinen an vor- und nachgelagerte Arbeitsabläufe angebunden. So ergibt sich eine Reduzierung von Fertigungszeiten, Materialkosten und Fehlern.
Makrobasierende Software für online, offline und CAD-Daten
Mit dem umfassenden CAD/CAM-System Mocam lassen sich zahlreiche Schnittgeometrien modellieren, CAD-Daten einlesen, mehrere an einem Rohr zu schneidende Konturen verschachteln, eine oder mehrere Maschinen mit Schneidaufgaben unter Berücksichtigung der jeweiligen Maschinenkapazität bestücken, aktuelle Arbeitsprozessstufen an den Maschinen verfolgen sowie Schneidzeiten und Verbrauchskosten berechnen und aufzeichnen. Mocam bietet ein umfangreiches Reporting zu nachgelagerten Kalkulations- oder Dokumentationszwecken und kann als eigenständiges Softwaresystem für die Modellierung von Rohren oder durch den Import von Zeichnungen aus einer Vielzahl von CAD-Systemen vollständig in den Arbeitsablauf eines Unternehmens integriert werden. Mocam stellt eine Vielzahl von Daten in SQL-Formaten zur Verfügung, die sowohl in Microsoft Excel oder in andere Systeme für Berichtszwecke als auch in ERP-Systeme oder andere Datenbanken übertragen werden können. Die Software läuft direkt an der Maschine sowie an den Arbeitsplätzen zum Beispiel von Konstruktion und Arbeitsvorbereitung. Hier werden die CAD-Zeichnungsdaten importiert, die zu schneidenden Bauteile generiert und die Arbeitsabläufe geplant. Die Maschinenbediener verschachteln die Schnitte am Rohr und erledigen die Arbeitsaufträge. Das Modellierungsmodul ermöglicht die eigenständige Erstellung von 3D-Schneidkonturen am Rohr. Über das CAD-Importmodul lassen sich Bauteile und komplette Konstruktionen aus gängigen CAD-Systemen einladen. Das Verschachtelungsmodul optimiert die Reihenfolge der zu schneidenden Bauteile am Rohr, was den Materialverbrauch reduziert und die Fertigungsabläufe optimiert. Neben Mocam ist auf dem Maschinencomputer die Software Corobs im Einsatz. Diese ermöglicht über die Auswahl von verschiedensten Schnittmakros eine schnelle Vorbereitung einzelner Schnitte am Maschinenarbeitsplatz, die anschließend am Rohr direkt geschnitten werden können. Darüber hinaus bietet Corobs viele Einstellungsmöglichkeit in Bezug auf Schneidparameter und sonstige ablaufbezogene Parameter, um die einzelnen Schnitte in Abhängigkeit von der Rohrbeschaffenheit und -qualität zu optimieren.
Autogen, Plasma oder Laser – ganz nach Bedarf
Um unterschiedliche Rohre technisch sicher und wirtschaftlich effizient zu bearbeiten, stattet Müller Opladen seine leistungsstarken 3D-Brennschneid-Anlagen mit verschiedenen Verfahren aus – ganz nach den Anforderungen der Kunden. Zu den thermischen Schneidverfahren gehören autogenes Brennschneiden, Plasmaschneiden und Laserschneiden. Die Wahl des passenden Verfahrens ist dabei von Kriterien wie dem zu schneidenden Werkstoff, der Materialstärke und der erforderlichen Qualität der Schnittkante abhängig. So kommt Autogenschneiden meist für un- und niedriglegierte Metalle im Dickenbereich von 20 bis 150 mm und das Plasma-Verfahren bei mittleren Materialstärken bis 40 mm zum Einsatz. Dagegen ist der Laser gerade im Dünnblechbereich das optimale Verfahren und garantiert dabei die höchste Schnittqualität.
Beim autogenen Schneidprozess wird die Trennstelle auf Zündtemperatur erwärmt und von einem Sauerstoff-Gasstrahl aufgetrennt. Dabei verbrennt der Werkstoff Eisen (Fe) in einer exothermen chemischen Reaktion, weshalb dieses Verfahren als Brennschneiden bezeichnet wird. Beim Plasmaschneiden schmilzt der Plasmalichtbogen das Material, und es wird mit einem Gasstrahl aufgetrennt. Da hierbei keine chemische Reaktion stattfindet, können alle metallischen Werkstoffe geschnitten werden. Beim Laserschneiden schmilzt der fokussierte Laserlichtstrahl das Material, bevor es mit einem Gasstrahl aufgetrennt wird. Per Laserverfahren können fast alle Werkstoffe zuverlässig geschnitten werden.
Maschine plus Logistik für noch mehr Produktivität
Die drei thermischen Schneid-Verfahren kommen zum Beispiel bei der bewährten MO-Classic-Baureihe zum Einsatz. Auf diesen hochwertigen und robusten Anlagen lassen sich Rundrohre im Durchmesser bis 2.032 mm und Rohrgewichte bis 20 t effizient und präzise bearbeiten – aber auch Vierkantrohre, Behälter und Klöpperböden.
„Es gibt einen unterschiedlichen Trend bei der Beladung von Rohrprofilbrennschneidmaschinen zwischen Nordamerika und dem Rest der Welt. In den USA werden bereits etwa 80 Prozent dieser Anlagen mit automatischer Logistik verkauft, während im Rest der Welt nur rund 20 Prozent der Maschinen mit Logistik geordert werden“, so Ralf Hamacher, Geschäftsführer von Müller Opladen.
Dabei liegen die Gründe für Logistik auf der Hand: Mindestens 30 Prozent höhere Produktivität, weniger Personaleinsatz, weniger Platzbedarf, deutlich verringertes Unfallrisiko und materialschonende Abläufe sind hier zu nennen. Während für die herkömmliche Bestückung von Rohrbrennschneidmaschine Kran und Rohrwagen benötigt werden, die mit hohem Personaleinsatz bedient werden müssen, kommt eine Anlage inklusiv Rohrlogistik mit nur einem Maschinenbediener aus. Händisches Be- und Entladen sowie Wartezeiten auf den Kran entfallen.
In vielen Fällen werden Rohrlagertisch und Zuführrollgang außerhalb der eigentlichen Produktionshalle platziert. Dort draußen werden die Rohre gelagert und können dann völlig unabhängig von der Maschine und ihrem Bediener per Gabelstapler oder Außenkran auf dem Rohrlagertisch geladen werden. Der Maschinenbediener drinnen kann auf Knopfdruck ein Rohr auf den Zuführrollgang laden und dann durch eine Öffnung über einen Rolladen das Rohr auf den Schneidrollgang der Maschine fahren. Nachdem das Rohr geschnitten ist, wird es vom Bediener auf Knopfdruck aus der Maschine heraus entladen. Dies kann entweder seitlich per Auswurf-Armen auf einen Rohrtisch neben dem Schneidrollgang der Maschine oder in Längsrichtung auf einen Abführrollgang erfolgen, der in Verlängerung des Schneidrollgangs steht. Auch dieser Vorgang ist um ein Vielfaches schneller als die übliche Kranentladung. Erfahrungen aus der Praxis zeigen: Selbst wenn eine singuläre Rohrprofilbrennschneid-Maschine optimal von einem Hallenkran unterstützt wird, ist die Anlage mit Rohrlogistik noch rund 30 Prozent produktiver.
Mit einem seitlich verfahrbaren Spannfutter revolutioniert Müller Opladen das automatische Handling von Rohren im Fertigungsprozess: Denn die Rohre lassen sich perfekt in die Bearbeitungsmaschine einlegen, weil sie nicht mehr durch das Spannfutter geschoben werden müssen. Da dadurch das Spannfutter nicht mehr größer ausgelegt sein muss als der maximale Rohrdurchmesser, wird die Anlage deutlich leichter und preiswerter. Außerdem lassen sich bestehende Maschinen und In-Line-Logistik-Anlagen anderer Hersteller damit einfach nachrüsten.
Fahrbares Spannfutter für barrierefreies Handling
Über einen optionalen Markierkopf – wahlweise als Tintenstrahler oder Laser ausgeführt – lassen sich an den Bearbeitungsstellen Beschriftungen und Markierungen anbringen. Das geschieht sehr präzise, da der Kopf mit dem Messsystem der Maschine kommuniziert. Angebrachte Montagemarkierungen zum Beispiel sind für das spätere Einschweißen von Stutzen oder anderweitiger Bauteile sehr hilfreich.
/cdn4.vogel.de/infinity/white.jpg "Bei seinen Schweißanlagen greift Müller-Opladen auf ein Baukastensystem zurück.")

(ID:47320289)
Hybride 3D-Anlage für viele verschiedene Werkstücke - MM Maschinenmarkt
Read More




No comments:
Post a Comment